| 学年: | 1000シリーズ、3000シリーズ、4000シリーズ、5000シリーズ、6000シリーズ、7000シリーズ、2000シリーズ | 表面処理: | コーティング、エンボス加工、陽極酸化、研磨、ミル仕上げ、カラーコーティング、酸化、エナメル線、起毛、印刷、合成、ホログラフィック印象、サンドブラスト、パウダーコーティング | 形: | アングル、スクエア、Tプロファイル、ラウンド、フラット、長方形、オーバル、六角形 |
| 気性: | T3-T8、O-H112、T351-T651、T351-T851、ソフト、ハーフハード、ハード | 応用: | ライナーと詰め物、装飾、ドアと窓、ヒートシンク、輸送ツール、ガラス壁、食品、キッチンでの使用、医薬品、シールと閉鎖、断熱材、ラベルとタグ |
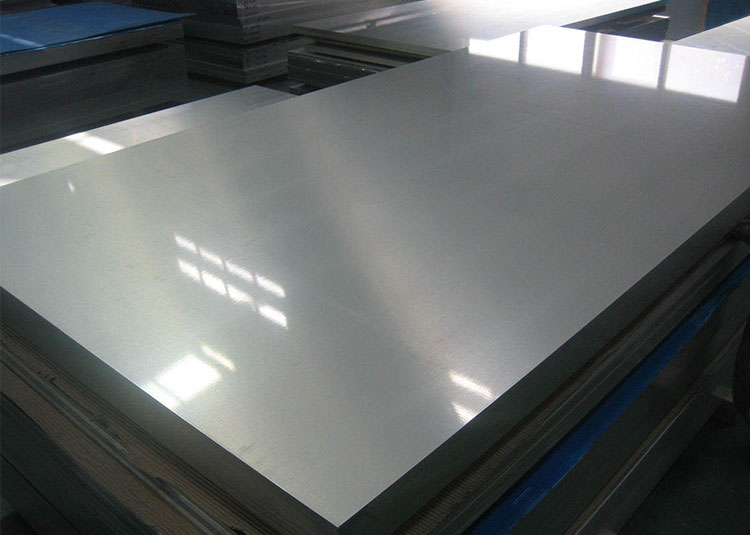
製品説明:
熱間圧延された市松模様の鋼板の仕様:
1.当社の熱間圧延チェッカー鋼板の利点:
a) 当社の市松模様鋼板の不整は、1 メートルあたり 10mm 未満でなければなりません。
b) 私たちの熱間圧延された市松模様の鋼板の表面には、気泡、かさぶた、亀裂、折り目、エッジの剥離などはありません。
c) 私達の熱間圧延された市松模様の鋼板の高さは 0.2 の間で維持されます~鉄素地の厚さの0.3倍、最低でも0.5mm以上。
2.熱間圧延市松模様鋼板のその他の詳細
標準 | GB T 3277、DIN 5922 |
学年 | きしむ |
厚さ | 2.5~8.0mm |
幅 | 1000-1600mm |
長さ | 4000~8000mm |
注: 私達の熱間圧延された市松模様の鋼板の次元はあなたの条件に従って作ることができます、私達はさらにそれを論議できます。
3. 当社が提供する通常のセクションは、以下の表に示されています。
ベースの厚さ(MM) | ベース厚の許容差(%) | 理論質量 (KG/M²) | ||
パターン | ||||
ひし形 | ビーム | エンドウ | ||
2.5 | ±0.3 | 21.6 | 21.3 | 21.1 |
3.0 | ±0.3 | 25.6 | 24.4 | 24.3 |
3.5 | ±0.3 | 29.5 | 28.4 | 28.3 |
4.0 | ±0.4 | 33.4 | 32.4 | 32.3 |
4.5 | ±0.4 | 37.3 | 36.4 | 36.2 |
5.0 | 0.4~-0.5 | 42.3 | 40.5 | 40.2 |
5.5 | 0.4~-0.5 | 46.2 | 44.3 | 44.1 |
6.0 | 0.5~-0.6 | 50.1 | 48.4 | 48.1 |
7.0 | 0.6~-0.7 | 59.0 | 52.5 | 52.4 |
8.0 | 0.7~-0.8 | 66.8 | 56.4 | 56.2 |
4.熱間圧延市松模様鋼板の化学組成:
化学組成 | ||||||||||
ハ | と | マン | P | S | ||||||
Q345B | ≤0.20 | ≤0.55 | 1.00-1.60 | ≤0.040 | ≤0.040 | |||||
Q345C | ≤0.20 | ≤0.55 | 1.00-1.60 | ≤0.035 | ≤0.035 | |||||
秋 45 日 | ≤0.18 | ≤0.55 | 1.00-1.60 | ≤0.030 | ≤0.030 | |||||
注: ここでは、例として Q345B、Q345C、および Q345D に従って熱間圧延された市松模様の鋼板を取り上げます。また、他の材料グレードごとに市松模様の鋼板の SGS テスト レポートを提供することもできます。
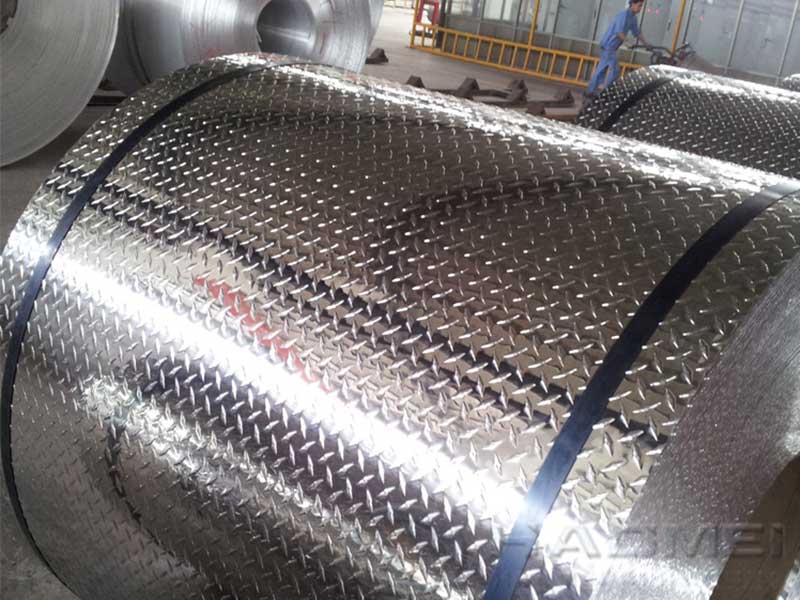
熱間圧延された市松模様の鋼板の適用:
1. 定義: 表面に盛り上がったパターンを持つ熱間圧延鋼板。隆起したパターンは、ひし形、豆、またはエンドウ豆の形にすることができます。市松模様鋼板の模様は1種類だけでなく、1枚の市松模様鋼板の表面に2種類以上の模様が複合したものもある。また、グリッド鋼板と呼ぶこともできます。
2.特性: 熱間圧延された市松模様の鋼板には、外観の美しさ、耐スキップ性、鋼材の節約など、さまざまな利点があります。一般的に、熱間圧延された市松模様の鋼板の機械的特性または品質をテストするために成形率とパターンの高さを主にテストする必要があります。
3.結論として、熱間圧延された市松模様の鋼板は、通常、造船、ボイラー、自動車、トラクター、鉄道建造物、および建築の業界で使用できます。詳細には、床、作業場のはしご、作業フレームのペダル、船の甲板、車の床などを作るための熱間圧延された市松模様の鋼板に対する多くの需要があります。
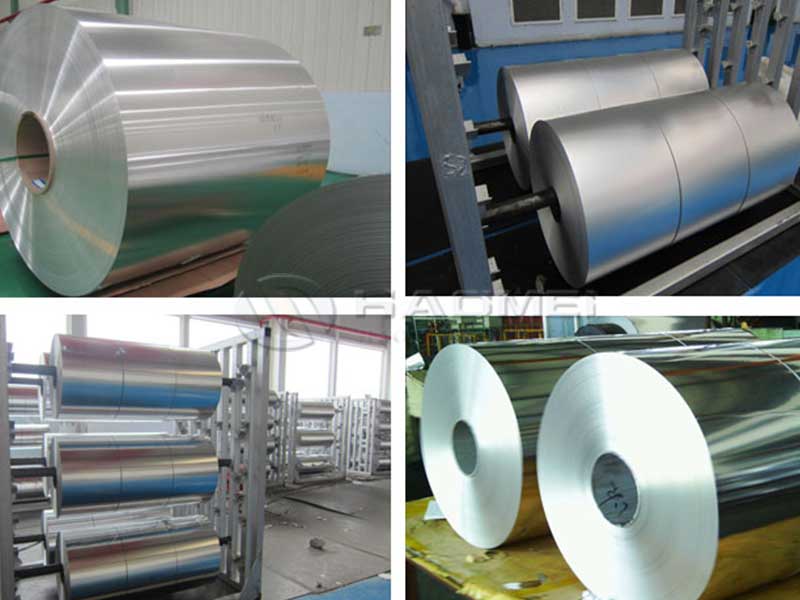
熱間圧延された市松模様の鋼板のパッケージと配送:
1. 梱包の準備をする品目には、細帯鋼、粗鋼ベルトまたはエッジ アングル スチール、クラフト紙または亜鉛メッキ シートが含まれます。
2.熱間圧延された市松模様の鋼板は、外側をクラフト紙または亜鉛メッキシートで包む必要があり、幅の狭い鋼帯、縦方向に3つまたは2つの狭い鋼帯、および横方向に他の3つまたは2つの帯で束ねる必要があります。さらに、熱間圧延された市松模様の鋼板を固定し、エッジのストリップが壊れないようにするために、正方形にカットされた粗鋼ベルトをエッジの狭い鋼帯の下に置く必要があります。もちろん、熱間圧延された市松模様の鋼板は、クラフト紙やトタン板なしで束ねることができます。それは顧客の要求に依存します。
3. 工場から積地までの輸送を考慮し、通常はトラックを使用する。また、各トラックの最大量は 40mt です。
4. 全体として、お客様のご要望に応じて行うことができました。
熱間圧延された市松模様の鋼板の生産の流れ:
1.まず、鉄鋼原料を電気炉で溶かします。それらは、少なくとも 12 時間の激しい熱にさらされます。
2.混合物は、半固体の形をとる前に、大きな長方形のブルーム、スラブ、または棒状のビレットに鋳造されます。
この鋼の初期形状は、バー、ワイヤ、プレート、スラブへの熱間圧延を含む成形操作によって処理されます。
3.鋼は焼きなましを受けます。これは、金属を最初に加熱し、次に極端に制御された条件下で冷却する熱処理です。したがって、金属は内部応力に対して処理され、適切に軟化および強化されます。この加工は「時効硬化」とも呼ばれます。温度と加熱および冷却時間を注意深く監視する必要があります。エージング温度は金属の特性に大きく影響します。温度が低いと、強度が高くなり、破壊靭性が低くなります (つまり、延性よりも脆くなります)。温度が高くなると、強度が低くなり、より靭性が高くなります (つまり、脆性よりも延性が高くなります)。急速冷却により、強度を大幅に低下させることなく、強靱な鋼を製造できます。ステンレス鋼に施される熱処理は、製造される鋼の種類と等級によって異なります。
4. アニーリングまたは熱処理により、スケールとして知られる沈殿物が発生する可能性があります。スケールの除去には、酸洗(硝酸フッ酸浴)、電解洗浄(リン酸と陰極による電流印加)などがあります。
5. 材料のスケール除去は、製造される鋼の種類に応じて、さまざまな時点で製造プロセスに導入されます。棒と線の形は、熱間圧延、鍛造、押し出しで追加処理する必要がありますが、シートとストリップの形は、熱間圧延後に焼鈍を行います。
6. 製造工程における切断作業は、最終製品の所望の形状とサイズを得るために不可欠です。機械的切断では、ギロチン ナイフと高速度鋼の刃を使用して、ブランキング (剪断によって形状を打ち抜きます) とニブリング (一連の重なり合う穴を切り取ります) が行われます。また、酸素、プロパン、鉄粉によって生成された炎を使用するプロセスであるフレーム カットによって切断されます。プラズマジェット切断法は、イオン化ガス柱を使用して金属を溶かして切断します。
6. 最終製品の製造には、熱間圧延、プレス、鍛造、押出によるさらなる成形が含まれます。その後、材料を溶接で接合し、目的の形状に仕上げます。