| Gred: | Siri 1000, Siri 3000, Siri 4000, Siri 5000, Siri 6000, Siri 7000, Siri 2000 | Rawatan permukaan: | Bersalut, Timbul, Anod, Digilap, Kemasan Kilang, Bersalut Warna, Teroksida, Wayar Berenamel, Berus, Bercetak, Terkomposit, Tera Holografik, Pasir Diletupkan, Salutan Serbuk | bentuk: | Sudut, Segi empat sama, Profil T, Bulat, Rata, Segi Empat, Bujur, Heksagon |
| perangai: | T3-T8,O-H112,T351-T651,T351-T851,Lembut,Separuh Keras,Keras | Permohonan: | Pelapik & Wad, Hiasan, Pintu & Tingkap, Sinki haba, Alat Pengangkutan, Dinding Kaca, Makanan, Penggunaan Dapur, Farmaseutikal, Pengedap & Penutup, Bahan Penebat, Label & Tag |
Penerangan Produk:
Spesifikasi Plat Keluli Berkotak Gelek Panas:
1. Kelebihan Plat Keluli Berkotak Gelek Panas kami:
a) Ketidakadilan kepingan keluli berkotak-kotak kami mestilah kurang daripada 10mm setiap meter
b) Permukaan plat keluli berkotak-kotak bergolek panas kami bebas daripada gelembung, kudis, retak, lipatan, delaminasi tepi dan sebagainya.
c) Ketinggian plat keluli berkotak gulung panas kami akan dikekalkan antara 0.2~0.3 kali kepada ketebalan substrat keluli, tetapi lebih daripada 0.5mm sekurang-kurangnya.
2. Butiran lain Plat Keluli Berkotak-kotak Panas
Standard | GB T 3277, DIN 5922 |
Gred | mencebik |
Ketebalan | 2.5-8.0mm |
Lebar | 1000-1600mm |
Panjang | 4000-8000mm |
Nota: Dimensi kepingan keluli berkotak-kotak bergulung panas kami boleh dibuat mengikut keperluan anda, kami boleh membincangkannya dengan lebih lanjut.
3. Bahagian biasa yang kami sediakan ditunjukkan dalam jadual di bawah:
Ketebalan asas (MM) | Toleransi Ketebalan Asas yang Dibenarkan(%) | Jisim Teori (KG/M²) | ||
Corak itu | ||||
Ketupat | Rasuk | Kacang | ||
2.5 | ±0.3 | 21.6 | 21.3 | 21.1 |
3.0 | ±0.3 | 25.6 | 24.4 | 24.3 |
3.5 | ±0.3 | 29.5 | 28.4 | 28.3 |
4.0 | ±0.4 | 33.4 | 32.4 | 32.3 |
4.5 | ±0.4 | 37.3 | 36.4 | 36.2 |
5.0 | 0.4~-0.5 | 42.3 | 40.5 | 40.2 |
5.5 | 0.4~-0.5 | 46.2 | 44.3 | 44.1 |
6.0 | 0.5~-0.6 | 50.1 | 48.4 | 48.1 |
7.0 | 0.6~-0.7 | 59.0 | 52.5 | 52.4 |
8.0 | 0.7~-0.8 | 66.8 | 56.4 | 56.2 |
4. Komposisi Kimia Plat Keluli Berkotak Gelek Panas:
Komposisi kimia | ||||||||||
C | Dan | Mn | P | S | ||||||
Q345B | ≤0.20 | ≤0.55 | 1.00-1.60 | ≤0.040 | ≤0.040 | |||||
Q345C | ≤0.20 | ≤0.55 | 1.00-1.60 | ≤0.035 | ≤0.035 | |||||
Musim luruh 45 d | ≤0.18 | ≤0.55 | 1.00-1.60 | ≤0.030 | ≤0.030 | |||||
Nota: Di sini, kami hanya mengambil kepingan keluli berkotak-kotak bergulung panas mengikut Q345B, Q345C dan Q345D sebagai contoh. Kami juga boleh menyediakan laporan ujian SGS untuk kepingan keluli berkotak-kotak seperti gred bahan lain.
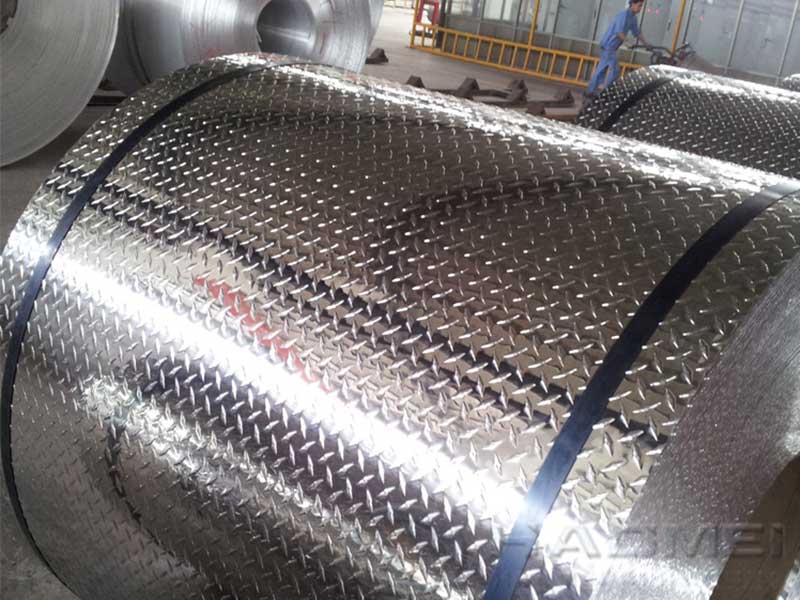
Aplikasi Plat Keluli Berkotak Gelek Panas:
1.Definisi: Kepingan keluli tergelek panas dengan corak timbul pada permukaan. Corak yang dibangkitkan boleh dibentuk sebagai rombus, kacang atau kacang. Terdapat bukan sahaja satu jenis corak pada kepingan keluli berkotak-kotak, tetapi juga kompleks dua atau lebih daripada dua jenis corak pada permukaan satu kepingan keluli berkotak-kotak. Ia juga boleh dipanggil sebagai kepingan keluli grid.
2. Watak: Plat Keluli Berkotak Gelek Panas mempunyai pelbagai kelebihan, seperti kecantikan dalam penampilan, rintangan skip dan penjimatan bahan keluli. Secara umumnya, untuk menguji sifat mekanikal atau kualiti kepingan keluli berkotak-kotak bergolek panas, kadar membentuk dan ketinggian corak hendaklah diuji terutamanya.
3. Kesimpulannya, plat keluli berkotak-kotak bergulung panas biasanya boleh digunakan dalam industri pembinaan kapal, dandang, automobil, traktor, bangunan kereta api dan seni bina. Secara terperinci, terdapat banyak permintaan untuk plat keluli berkotak-kotak bergolek panas untuk membuat lantai, tangga di bengkel, pedal rangka kerja, dek kapal, lantai kereta dan sebagainya.
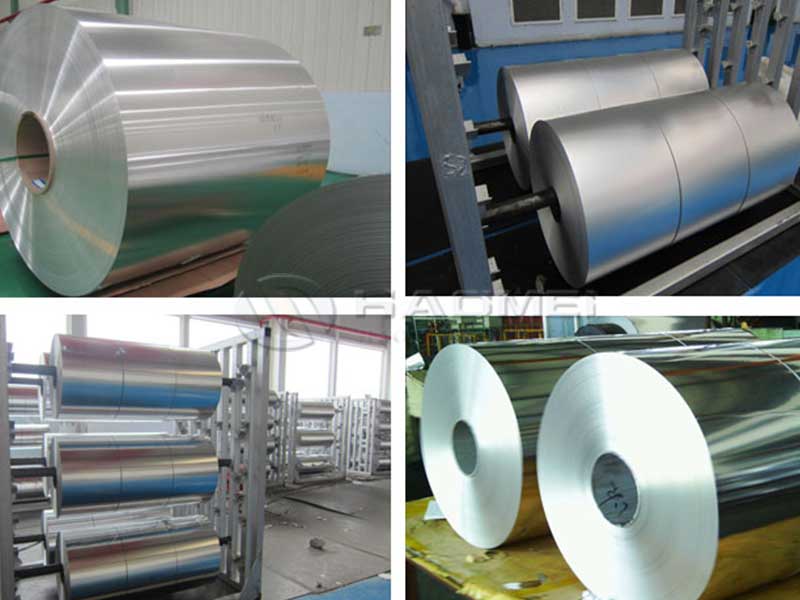
Pakej & Penghantaran Plat Keluli Berkotak Gelek Panas:
1. Barangan yang perlu disediakan untuk pembungkusan termasuk: jalur keluli sempit, tali pinggang keluli mentah atau keluli sudut tepi, kertas kraf atau kepingan tergalvani.
2. Plat keluli berkotak-kotak bergolek panas hendaklah dibalut dengan kertas kraf atau lembaran tergalvani di luar, dan ia hendaklah digabungkan dengan jalur keluli sempit, tiga atau dua jalur keluli sempit dalam arah membujur, dan tiga atau dua jalur lain dalam arah melintang. Tambahan pula, untuk membetulkan plat keluli berkotak-kotak bergolek panas dan mengelakkan jalur di tepi akan dipecahkan, tali pinggang keluli mentah yang dipotong menjadi empat segi hendaklah diletakkan di bawah jalur keluli sempit di tepi. Sudah tentu, plat keluli berkotak-kotak yang digulung panas boleh digabungkan tanpa kertas kraf atau kepingan tergalvani. Ia bergantung kepada keperluan pelanggan.
3. Dalam pertimbangan pengangkutan dari kilang ke pelabuhan pemuatan, trak biasanya akan digunakan. Dan kuantiti maksimum bagi setiap trak ialah 40mt.
4. Semua dalam semua, kita boleh lakukan mengikut permintaan pelanggan.
Aliran Pengeluaran Plat Keluli Berkotak Gelek Panas:
1. Bahan mentah keluli mula-mula dicairkan dalam relau elektrik. Mereka tertakluk kepada sekurang-kurangnya 12 jam haba yang kuat.
2. Campuran dibuang ke dalam sama ada bunga segi empat tepat besar, papak atau bilet seperti bar, sebelum mengambil bentuk separuh pepejal.
Keluli bentuk awal ini kemudiannya diproses melalui operasi membentuk yang merangkumi penggulungan panas ke dalam bar, wayar, plat dan papak.
3. keluli adalah tertakluk kepada penyepuhlindapan. Ini ialah rawatan haba di mana logam mula-mula dipanaskan dan kemudian disejukkan di bawah keadaan terkawal yang melampau. Oleh itu, logam dirawat untuk tegasan dalaman dan dilembutkan dan diperkukuh dengan sewajarnya. Pemprosesan ini juga dirujuk sebagai 'pengerasan umur'. Ia memerlukan pemantauan yang teliti terhadap suhu dan masa pemanasan dan penyejukan. Suhu penuaan menjejaskan sifat logam secara besar-besaran; manakala suhu yang lebih rendah menyebabkan kekuatan tinggi dan keliatan patah yang rendah (iaitu, lebih rapuh daripada mulur), suhu yang lebih tinggi menghasilkan bahan yang lebih keras dengan kekuatan yang lebih rendah (iaitu, lebih mulur daripada rapuh). Penyejukan pantas boleh menghasilkan keluli yang keras tanpa kehilangan kekuatan yang ketara. Rawatan haba yang diberikan kepada keluli tahan karat bergantung kepada jenis dan gred keluli yang dihasilkan.
4. Penyepuhlindapan atau rawatan haba boleh menyebabkan pembentukan mendakan, dikenali sebagai skala. Skala boleh dikeluarkan melalui beberapa kaedah, seperti penjerukan, (mandi asid nitrik-hidrofluorik), pembersihan elektrik (penggunaan arus elektrik, menggunakan asid fosforik dan katod), dsb.
5. Penyahkerak bahan dimasukkan ke dalam proses pembuatan pada masa yang berbeza, bergantung pada jenis keluli yang dihasilkan. Walaupun bentuk bar dan wayar perlu dirawat tambahan dengan penggulungan panas, penempaan dan penyemperitan, bentuk kepingan dan jalur melalui penyepuhlindapan selepas penggelek panas.
6. Operasi pemotongan dalam proses pembuatan adalah penting dalam mendapatkan bentuk dan saiz produk akhir yang diingini. Pemotongan mekanikal melibatkan penggunaan pisau guillotine dan bilah keluli berkelajuan tinggi untuk mengosongkan (menebuk bentuk dengan menggunting) dan menggigit (memotong beberapa siri lubang bertindih). Ia juga dipotong melalui pemotongan api, satu proses yang melibatkan penggunaan nyalaan yang dihasilkan oleh oksigen, propana dan serbuk besi. Kaedah pemotongan jet plasma menggunakan lajur gas terion untuk mencairkan dan memotong logam.
6. Pembuatan produk akhir melibatkan pembentukan lebih lanjut melalui penggulungan haba, penekanan, penempaan dan penyemperitan. Bahan tersebut kemudiannya dicantum melalui kimpalan dan diberi bentuk yang diingini.