| Lớp: | Sê-ri 1000, Sê-ri 3000, Sê-ri 4000, Sê-ri 5000, Sê-ri 6000, Sê-ri 7000, Sê-ri 2000 | xử lý bề mặt: | Tráng, Dập nổi, Anodized, Đánh bóng, Hoàn thiện Mill, Tráng màu, Oxy hóa, Dây tráng men, Chải, In, Tổng hợp, Ấn tượng ba chiều, Phun cát, Sơn tĩnh điện | Hình dạng: | Góc, Hình vuông, Hình chữ T, Hình tròn, Phẳng, Hình chữ nhật, Hình bầu dục, Hình lục giác |
| nóng nảy: | T3-T8,O-H112,T351-T651,T351-T851,Mềm,Nửa cứng,Cứng | Ứng dụng: | Lớp lót & Tấm lót, Đồ trang trí, Cửa & Cửa sổ, Tản nhiệt, Công cụ vận chuyển, Tường kính, Thực phẩm, Sử dụng nhà bếp, Dược phẩm, Niêm phong & Đóng cửa, Vật liệu cách nhiệt, Nhãn & Thẻ |
Mô tả Sản phẩm:
Đặc điểm kỹ thuật của thép tấm ca rô cán nóng:
1. Ưu điểm của thép tấm ca rô cán nóng của chúng tôi:
a) Độ không công bằng của tôn ta rô phải nhỏ hơn 10mm mỗi mét
b) Bề mặt của tấm thép ca rô cán nóng của chúng tôi không có bong bóng, vảy, nứt, nếp gấp, tách lớp, v.v.
c) Chiều cao của tấm thép rô cán nóng của chúng tôi sẽ được duy trì trong khoảng 0,2~0,3 lần độ dày của nền thép, nhưng ít nhất phải hơn 0,5mm.
2. Các chi tiết khác của thép tấm ca rô cán nóng
Tiêu chuẩn | GBT 3277, DIN 5922 |
Lớp | kêu quác quác |
độ dày | 2,5-8,0mm |
Bề rộng | 1000-1600mm |
Chiều dài | 4000-8000mm |
Lưu ý: Kích thước của tấm thép rô cán nóng của chúng tôi có thể được thực hiện theo yêu cầu của bạn, chúng tôi có thể thảo luận thêm về nó.
3. Các phần thông thường chúng tôi cung cấp được hiển thị trong bảng dưới đây:
Độ dày cơ sở (MM) | Dung sai cho phép của độ dày cơ sở (%) | Khối lượng lý thuyết (KG/M²) | ||
hoa văn | ||||
hình thoi | Chùm tia | Đậu xanh | ||
2,5 | ±0,3 | 21,6 | 21.3 | 21.1 |
3.0 | ±0,3 | 25,6 | 24.4 | 24.3 |
3,5 | ±0,3 | 29,5 | 28,4 | 28.3 |
4.0 | ±0,4 | 33,4 | 32,4 | 32.3 |
4,5 | ±0,4 | 37.3 | 36,4 | 36.2 |
5.0 | 0,4~-0,5 | 42.3 | 40,5 | 40.2 |
5,5 | 0,4~-0,5 | 46.2 | 44.3 | 44.1 |
6,0 | 0,5~-0,6 | 50.1 | 48,4 | 48.1 |
7,0 | 0,6~-0,7 | 59,0 | 52,5 | 52,4 |
8,0 | 0,7~-0,8 | 66,8 | 56,4 | 56.2 |
4. Thành phần hóa học của thép tấm ca rô cán nóng:
Thành phần hóa học | ||||||||||
C | Và | mn | P | S | ||||||
Q345B | ≤0,20 | ≤0,55 | 1,00-1,60 | ≤0,040 | ≤0,040 | |||||
Q345C | ≤0,20 | ≤0,55 | 1,00-1,60 | ≤0,035 | ≤0,035 | |||||
Mùa thu 45 ngày | ≤0,18 | ≤0,55 | 1,00-1,60 | ≤0,030 | ≤0,030 | |||||
Lưu ý: Ở đây chúng tôi chỉ lấy thép tấm rô to cán nóng theo quy cách Q345B, Q345C và Q345D làm ví dụ. Chúng tôi cũng có thể cung cấp báo cáo thử nghiệm của SGS đối với thép tấm rô theo loại vật liệu khác.
Các ứng dụng của thép tấm ca rô cán nóng:
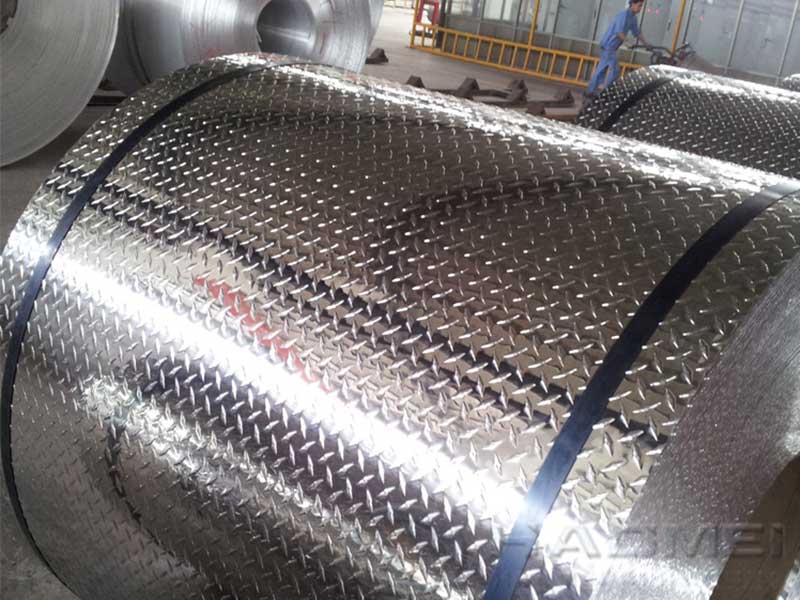
1.Định nghĩa: Thép tấm cán nóng có hoa văn nổi trên bề mặt. Hoa văn nổi lên có thể có hình dạng như hình thoi, hạt đậu hoặc hạt đậu. Không chỉ có một loại hoa văn trên tấm thép kẻ ô vuông mà còn có sự phức hợp của hai hoặc nhiều hơn hai loại hoa văn trên bề mặt của một tấm thép ô vuông. Nó cũng có thể được gọi là tấm thép lưới.
2. Đặc điểm: Thép tấm ca rô cán nóng sở hữu nhiều ưu điểm, chẳng hạn như vẻ đẹp về hình thức, khả năng chống trượt và tiết kiệm vật liệu thép. Nói chung, để kiểm tra tính chất cơ học hoặc chất lượng của thép tấm ca rô cán nóng, tỷ lệ định hình và chiều cao mẫu nên được kiểm tra chủ yếu.
3. Tóm lại, thép tấm rô cán nóng thường có thể được sử dụng trong ngành đóng tàu, nồi hơi, ô tô, máy kéo, đóng tàu và kiến trúc. Cụ thể, có rất nhiều nhu cầu về thép tấm rô to cán nóng để làm sàn, thang tại xưởng, bàn đạp khung làm việc, boong tàu, sàn ô tô, v.v.
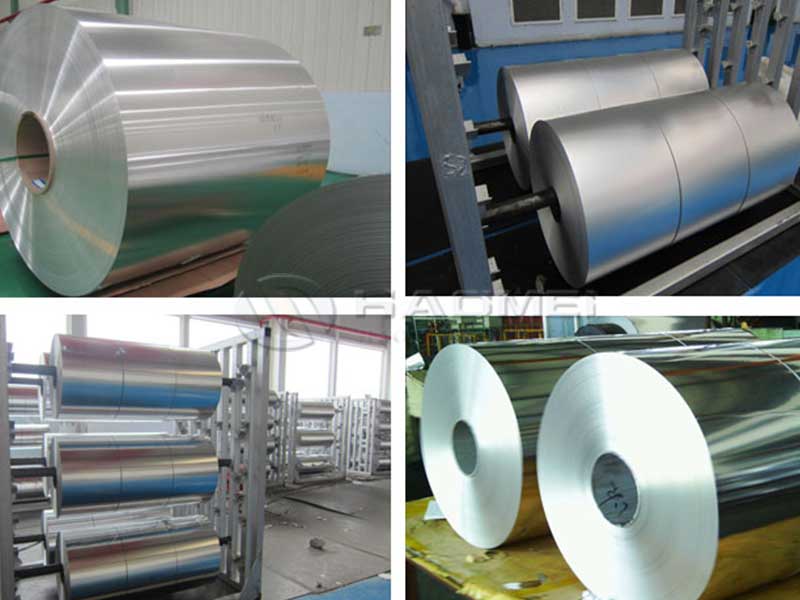
Đóng gói và giao hàng thép tấm ca rô cán nóng:
1. Các vật dụng cần chuẩn bị để đóng gói bao gồm: thép vằn bản hẹp, thép đai thô hoặc thép góc cạnh, giấy kraft hoặc tôn mạ kẽm.
2. Tấm thép rô cán nóng phải được bọc bằng giấy kraft hoặc tấm mạ kẽm bên ngoài, và nó phải được bó bằng dải thép hẹp, ba hoặc hai dải thép hẹp theo hướng dọc và ba hoặc hai dải còn lại theo hướng ngang. Ngoài ra, để cố định tấm thép rô to cán nóng và tránh dải ở mép bị gãy, đai thép thô được cắt thành hình vuông nên được đặt dưới dải thép hẹp ở mép. Tất nhiên, tấm thép rô cán nóng có thể được đóng gói mà không cần giấy kraft hoặc tấm mạ kẽm. Nó phụ thuộc vào yêu cầu của khách hàng.
3. Khi xem xét việc vận chuyển từ nhà máy đến cảng xếp hàng, xe tải sẽ thường được sử dụng. Và số lượng tối đa cho mỗi xe tải là 40mt.
4. Nói chung, chúng tôi có thể làm theo yêu cầu của khách hàng.
Quy trình sản xuất thép tấm ca rô cán nóng:
1. Nguyên liệu thép lần đầu tiên được nấu chảy trong lò điện. Chúng phải chịu ít nhất 12 giờ nắng nóng gay gắt.
2. Hỗn hợp này được đúc thành các khối hình chữ nhật lớn, tấm hoặc phôi dạng thanh, trước khi có dạng bán rắn.
Dạng thép ban đầu này sau đó được xử lý thông qua các hoạt động tạo hình bao gồm cán nóng thành thanh, dây, tấm và tấm.
3. Thép được ủ. Đây là một phương pháp xử lý nhiệt trong đó kim loại được nung nóng trước và sau đó được làm nguội trong các điều kiện khắc nghiệt được kiểm soát. Do đó, kim loại được xử lý ứng suất bên trong và được làm mềm và tăng cường hợp lý. Quá trình xử lý này còn được gọi là 'làm cứng theo tuổi tác'. Nó đòi hỏi phải theo dõi cẩn thận nhiệt độ và thời gian làm nóng và làm mát. Nhiệt độ lão hóa ảnh hưởng lớn đến tính chất kim loại; trong khi nhiệt độ thấp hơn gây ra độ bền cao và độ bền gãy thấp (tức là giòn hơn dễ uốn), nhiệt độ cao hơn dẫn đến vật liệu cứng hơn có độ bền thấp hơn (tức là dễ uốn hơn giòn). Làm nguội nhanh có thể tạo ra một loại thép cứng mà không bị giảm sức mạnh đáng kể. Việc xử lý nhiệt cho thép không gỉ phụ thuộc vào loại và loại thép được sản xuất.
4. Ủ hoặc xử lý nhiệt có thể dẫn đến sự hình thành kết tủa, được gọi là cặn. Có thể loại bỏ cặn bằng một số phương pháp, chẳng hạn như tẩy, (tắm axit nitric-flohydric), làm sạch bằng điện (dùng dòng điện, sử dụng axit photphoric và cực âm), v.v.
5. Việc tẩy cặn của vật liệu được đưa vào quy trình sản xuất tại các thời điểm khác nhau, tùy thuộc vào loại thép được sản xuất. Trong khi các dạng thanh và dây phải được xử lý bổ sung bằng cán nóng, rèn và ép đùn, thì các dạng tấm và dải trải qua quá trình ủ sau khi cán nóng.
6. Hoạt động cắt trong quá trình sản xuất là cần thiết để đạt được hình dạng và kích thước mong muốn của sản phẩm cuối cùng. Cắt cơ khí liên quan đến việc sử dụng dao chém và lưỡi thép tốc độ cao để tạo phôi (đục lỗ hình dạng bằng cách cắt) và mài (cắt một loạt lỗ chồng lên nhau). Nó cũng được cắt bằng phương pháp cắt ngọn lửa, một quá trình bao gồm việc sử dụng ngọn lửa được tạo ra bởi oxy, propan và bột sắt. Phương pháp cắt tia plasma sử dụng cột khí ion hóa để làm nóng chảy và cắt kim loại.
6. Sản xuất các sản phẩm cuối cùng liên quan đến việc định hình thêm thông qua cán nhiệt, ép, rèn và ép đùn. Vật liệu này sau đó được nối thông qua hàn và có hình dạng mong muốn.