| Tiêu chuẩn: | AISI | Kỹ thuật: | cán nguội | Hình dạng: | Quảng trường |
| xử lý bề mặt: | Sáng chói | Lớp thép: | Dòng 300 | chứng nhận: | SGS |
| độ dày: | 3 | Bề rộng: | 1500 | Chiều dài: | 3000 |
| Khối lượng tịnh: | 4kg |
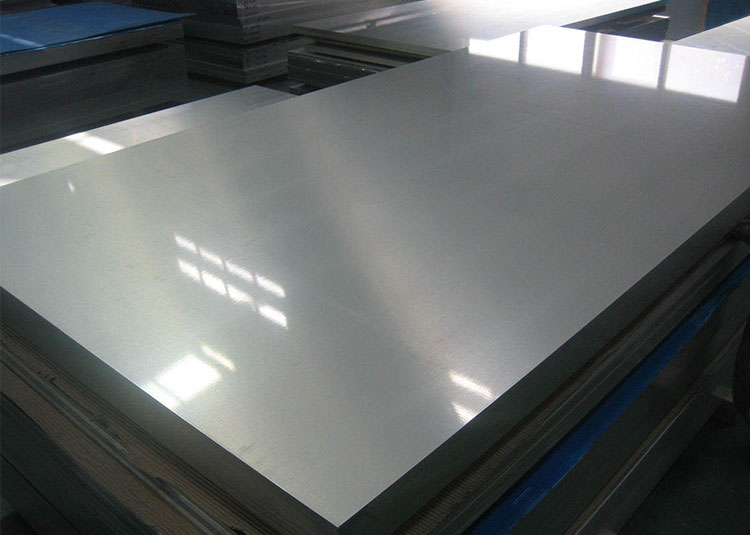
1. Thông số kỹ thuật về tấm inox số 1 310s
Hàng hóa | Thép tấm cán nóng TISCO số 1 310s |
Lớp | 201,202,304,304l,316,316l,310x,309l,321,301,310,410,420,430,904l |
Nhãn hiệu | TISCO, BAOSTEEL,POSCO,cho ai,CÁO |
chứng nhận | SGS,BV, IQI, TUV, ISO, v.v. |
độ dày | 0,2mm-150mm |
Bề rộng | 1000,1219,1250,1500mm,hoặc theo yêu cầu của bạn |
Chiều dài | 2000,2438,2500,3000,6000mm,hoặc theo yêu cầu của bạn |
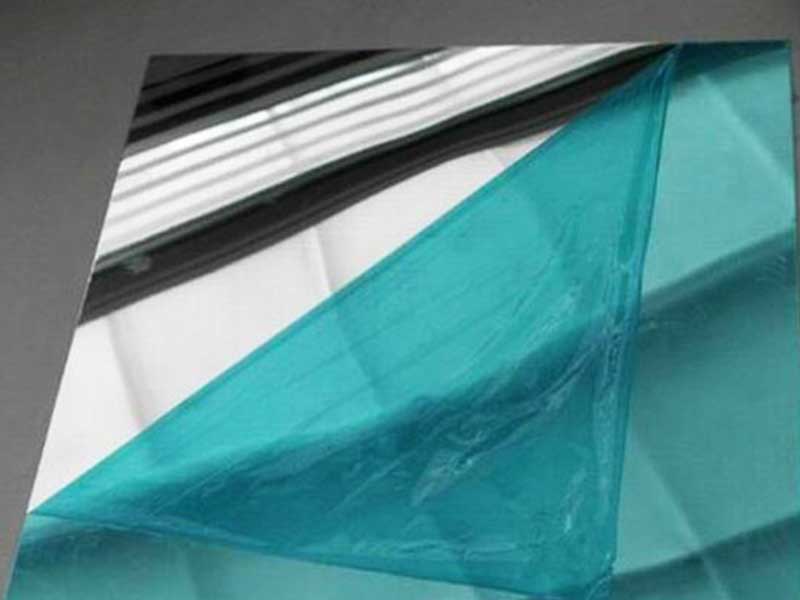
Bề mặt | No.1, 2B, BA, 8K Mirror, Hairline, satin, Embossed, brush, No.4,HL, matt, pvc film, laser film. |
Tiêu chuẩn | tiêu chuẩn,AISI,CỦA HỌ,ANH TA,TRONG,DIN, GB,vân vân |
Thời gian giao hàng | 5-7 ngày sau khi xác nhận đơn hàng |
moq | 1 tấn |
Thuận lợi | Sthể hiện sự lộng lẫy về chất lượng của bạn, chống mài mòn tốt, mạnh mẽăn mònSức cảnvàtác dụng trang trí, độ bền caovà xinh đẹptrong hương vị tốt. |
2. Thành phần hóa họcvề tấm inox số 1 310s
3. Quy trình sản xuất về tấm thép không gỉ số 1 310s
Nguyên liệu đang được gửi đến các đơn vị cán nóng để cán thành các kích cỡ khác nhau
Vật liệu cán nóng được ủ nguội; lò ủ cuộn và tẩy trong axit.
Tất cả các trục cán được mài trên máy mài chính xác với độ vát cạnh phù hợp sau ca vận hành đầu tiên.
Tất cả các tấm được ngâm trong các bể khác nhau và sấy khô trên máy cuộn bàn chải trước khi gửi đi.
Những tấm này lại được ủ và được gửi đến máy làm thẳng để làm thẳng.
Kiểm tra được thực hiện ở các giai đoạn khác nhau. Kiểm soát đúng quy trình nội bộ tổng thể thông qua cán, ủ và ngâm bởi đội ngũ nhân viên giàu kinh nghiệm của chúng tôi
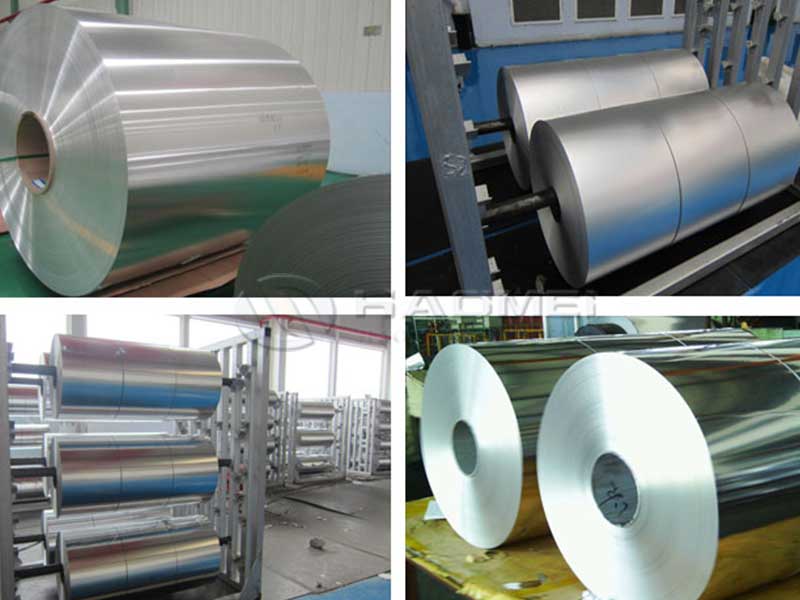
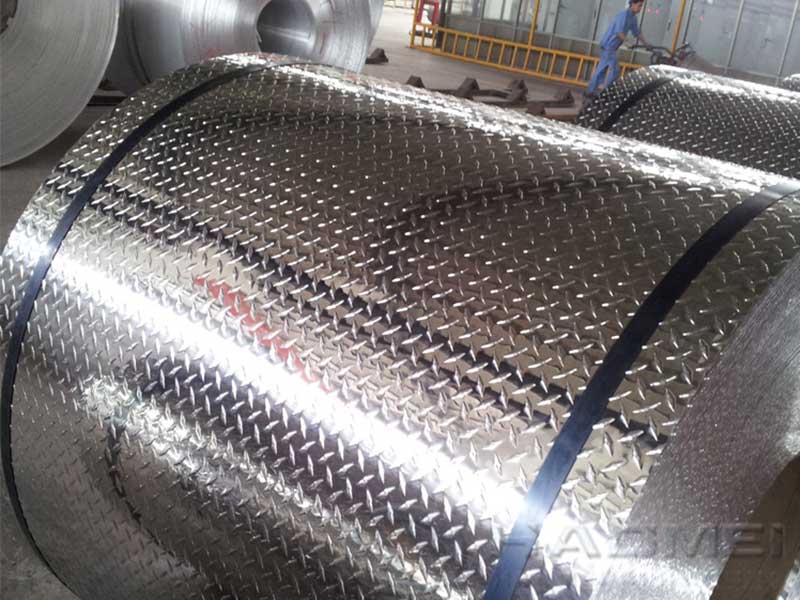
4. Ảnh sản phẩm
Đóng gói & Vận chuyển
5. Gói-- tấm thép không gỉ số 1 310s
Dịch vụ của chúng tôi
7.Quy trình sản xuất tấm / tấm thép không gỉ:
Nguyên liệu thô được gửi đến các đơn vị cán nóng để cán thành các kích cỡ khác nhau.
→ Vật liệu cán nóng được ủ trong lò ủ cán nguội và ngâm trong axit.
→ Tất cả các cuộn máy nghiền được mài trên máy mài chính xác với độ vát cạnh phù hợp sau ca vận hành đầu tiên.
→ Tất cả các tấm được ngâm trong các bể khác nhau và sấy khô trên máy cuộn bàn chải trước khi gửi đi.
→ Những tấm này lại được ủ và được gửi đến máy làm thẳng để làm thẳng.
→ Kiểm tra được thực hiện ở các giai đoạn khác nhau. Giữ quyền kiểm soát phù hợp đối với toàn bộ quy trình nội bộ thông qua quá trình cán, ủ và ngâm bởi đội ngũ nhân viên giàu kinh nghiệm của chúng tôi.
Cán nguội, ủ, ngâm, rạch, duỗi thẳng, cho nguyên liệu thép không gỉ số 1 310s
Bảo trì thép không gỉ:
(1) Làm sạch thông thườngbảo trì và bảo trì
(2) Chú ý ngăn ngừa hiện tượng trầy xước bề mặt
(3) Dùng xà phòng, chất tẩy rửa yếu hoặc nước ấm để loại bỏ bụi bẩn trên bề mặt
(4) Ngoài bề mặt chất kết dính bằng cồn hoặc dung môi hữu cơ (ete, benzen)
(5) Sử dụng chất tẩy rửa trung tính hoặc dung dịch amoniac ngoài dầu bề mặt
(6) Với 10% axit nitric hoặc chất tẩy rửa mài mòn ngoài bề mặt thêu do bụi bẩn gây ra.