カーボン溶接電極/チタン溶接
カーボン溶接電極の早見表:
クラス:ER1100
Aws: Brother.10
認証に準拠: AWS A5.10 ASME SFA A5.10
溶接工程:ティグ(GTAW)
カーボン溶接電極の仕様:
AWS の化学組成要件 | |
Cu = 0.05 – 0.20 | al = p.0 の |
Mn = 最大 0.05 | Si + Fe = 0.95 最大 |
Zn = 0.10 最大 | Be = 0.0003 最大 |
その他 = 各 0.05 – 合計 0.15 | |
利用可能なサイズ:
詳細についてはお電話でお問い合わせください
カーボン溶接電極の特徴:
タイプ ER1100 は、タイプ 1060、1070、1080、および 3003 の母材の溶接に使用できます。
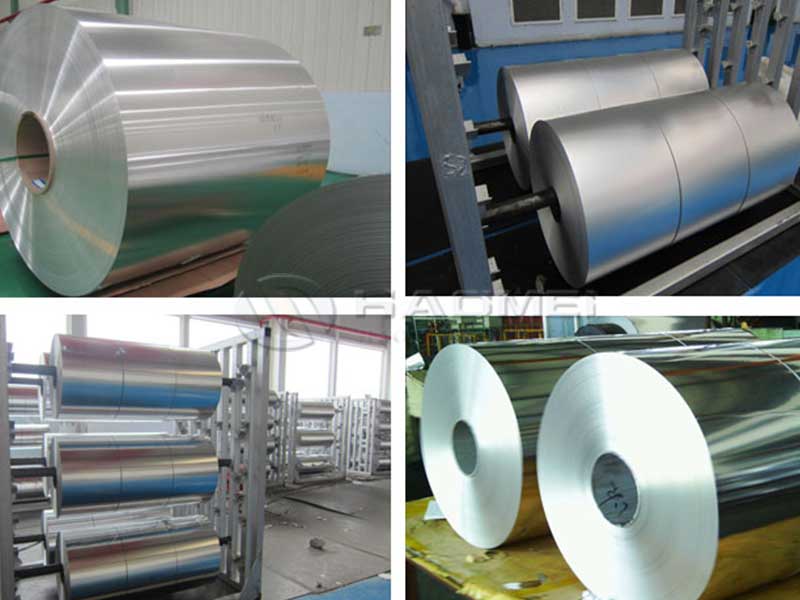
溶接フィラーワイヤー
熱交換器
食品取扱機器
リベット
カーボン溶接電極の主な特長:
アルミニウム溶加材の適切な選択は、主に達成すべき母材の特性と溶接技術に依存します。溶接後の割れ、耐食性、および高温下での挙動も考慮する必要があります。ひび割れは通常、ベース メタルよりも合金含有量の高いフィラー メタル合金を選択することで最小限に抑えることができます。
堆積した化学組成 % (標準)
堆積した化学物質は多くの要因の影響を受けるため、典型的な分析を報告することはできません.
全溶着金属特性 %
溶接のまま
堆積したすべての溶接金属の特性は、使用される溶接プロセスなどの多くの要因の影響を受けるため、典型的な溶接金属の特性を報告することはできません。
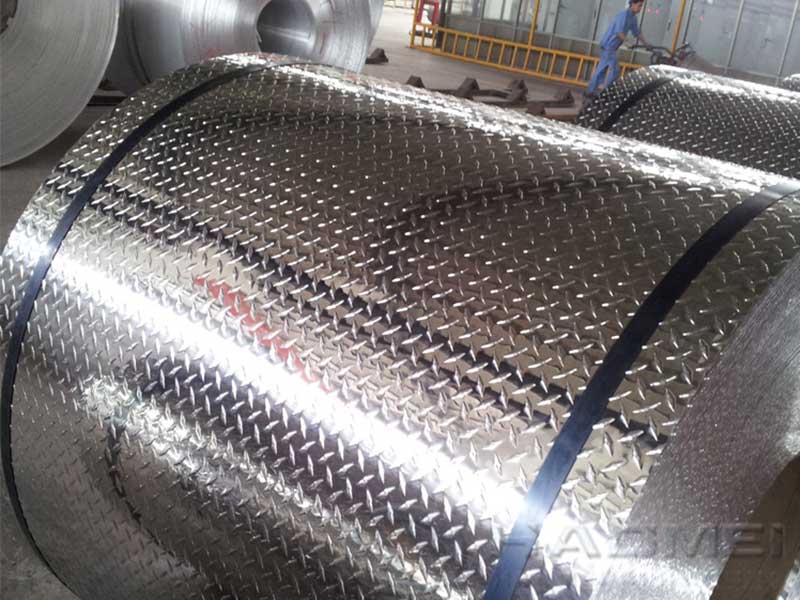
ピクチャー: